Aktuelles
26.02.2026FAQ Bohren Teil 1 | Verschleiß

Ob unerwartet kurze Standzeiten, steigende Schnittkräfte oder schlechtere Oberflächen: Verschleiß kündigt sich beim Bohren meist früh an – wenn man die typischen Anzeichen richtig deutet. Dieses FAQ zeigt die häufigsten Verschleißbilder, erklärt ihre Ursachen und bietet praxiserprobte Maßnahmen zur gezielten Verbesserung der Werkzeugstandzeit.
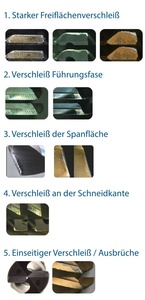
1. Starker Freiflächenverschleiß
Starker Freiflächenverschleiß entsteht vor allem dort, wo die Werkzeugfreifläche dauerhaft mit dem Werkstück in Kontakt steht. Dieser Verschleiß führt zu steigenden Schnittkräften, verringerter Maßhaltigkeit und letztlich zu kürzeren Standzeiten.
Mögliche Ursachen
Der Verschleiß wird häufig als „normal“ eingestuft – dennoch können folgende Faktoren ihn verstärken:
- Zu hohe Schnittgeschwindigkeit
- Ungeeigneter Vorschub
- Unzureichende KSS-Versorgung
- Unpassendes Substrat
- Ungeeignete oder fehlende Beschichtung
- Falsche Voreinstellung
- Unpassende Werkzeuggeometrie
Abhilfe durch Parameter
- Schnittgeschwindigkeit (Vc) reduzieren
- Vorschub erhöhen
- KSS konsequent einsetzen und Ölgehalt erhöhen
- Ausreichende Schneidkantenstabilität sicherstellen
Abhilfe durch Geometrie
- Verschleißfesteres Substrat wählen
- Beschichtung anpassen oder ergänzen
- Ersten Freiwinkel vergrößern
2. Verschleiß Führungsfase
Verschleiß an der Führungsfase entsteht durch die kontinuierliche Reibung zwischen Führungsfase und Bohrungswand. Er beeinträchtigt die Maßhaltigkeit und Oberflächenqualität der Bohrung.
Mögliche Ursachen
Der Verschleiß kann „normal“ sein – wird jedoch hauptsächlich durch folgende Faktoren begünstigt:
- Zu hohe Schnittgeschwindigkeit
- Unzureichende KSS-Versorgung
- Falsche Voreinstellung
- Unpassende Werkzeuggeometrie
Abhilfe durch Parameter
- Schnittgeschwindigkeit (Vc) reduzieren
- KSS-Zuführung optimieren; Ölgehalt und Durchflussmenge anpassen
- Vorschubmarken weisen häufig auf Trockenbearbeitung hin – Prozess prüfen
- Maschinen- und Werkzeugstabilität sowie Rundlauf sicherstellen
- Standzeitkriterien anpassen
Abhilfe durch Geometrie
- Verjüngung vergrößern
- Breite der Führungsfase reduzieren
3. Verschleiß der Spanfläche
Verschleiß an der Spanfläche entsteht vor allem durch die Reibung der Späne, die während des Bohrprozesses über die Spanfläche gleiten. Dieser abrasive Kontakt führt zu Materialabtrag und kann die Leistungsfähigkeit sowie Standzeit des Werkzeugs deutlich reduzieren.
Mögliche Ursachen
- Abrasiver Verschleiß durch starke Reibung der Späne an der Spanfläche
- Häufig bei tiefen Bohrungen mit äußerer KSS oder bei IKZ mit zu geringem Druck:
- Zu hohe Schnittgeschwindigkeit
- Ungeeigneter Vorschub
- Unzureichende KSS-Versorgung
- Unpassendes Substrat
- Ungeeignetes Verfahren
Abhilfe durch Parameter
- Schnittgeschwindigkeit (Vc) reduzieren
- Vorschub verringernKSS-Zuführung optimieren
- Maschinen- und Werkzeugstabilität sowie Rundlauf sicherstellen
- In mehreren „Steps“ bohren, um die Spanabfuhr zu verbessern
Abhilfe durch Geometrie
- Verschleißfesteres Substrat verwenden
- Alternative Beschichtungen einsetzen
4. Verschleiß an der Schneidkante
Verschleiß an der Schneidkante entsteht durch den direkten Eingriff der Schneide in das Material und die dabei auftretenden hohen Kräfte. Er führt zu verringerter Schärfe, steigenden Schnittkräften und sinkender Standzeit.
Mögliche Ursachen
Tritt vorwiegend bei dünnen Materialien, Durchgangs- oder Querbohrungen und unterbrochenen Schnitten auf. Begünstigende Faktoren sind:
- Zu hohe Schnittgeschwindigkeit
- Ungeeigneter Vorschub
- Unzureichende KSS-Versorgung
- Unpassendes Substrat
- Ungeeignetes Verfahren
- Unpassende Werkzeuggeometrie
Abhilfe durch Parameter
- Schnittgeschwindigkeit (Vc) reduzieren
- Vorschub verringern
- Belastung am Bohrungsaustritt reduzieren
- Ölgehalt der Emulsion erhöhen
- Maschinen- und Werkzeugstabilität sicherstellen
- Rundlauf optimieren
Abhilfe durch Geometrie
- Radius oder Fase an der Schneidkante anbringen
- Verjüngung erhöhen
- Führungsfase ändern (Breite / Design)
5. Einseitiger Verschleiß / Ausbrüche
Einseitiger Verschleiß entsteht, wenn das Werkzeug im Eingriff nicht zentriert oder stabil geführt wird. Dadurch arbeitet eine Seite der Schneide stärker als die andere, was zu asymmetrischem Materialabtrag, erhöhten Schnittkräften und Maßabweichungen führt.
Mögliche Ursachen
- Fast ausschließlich bei horizontalen Bearbeitungen:
- Setup
Abhilfe durch Parameter
- Ausrichtung des Werkzeugs sicherstellen
- Stabilität und Rundlauf überprüfen

![]()